

挤压铸件的力学性能
2019-12-06 14:12 浏览:次
镁合金挤压铸造成形技术是一种先进的工艺,是一种理想的近净成形技术,特别适合生产高端精密零件,在汽车、摩托车、航空航天器等领域具有的实用价值与应用前景潜力巨大。挤压铸件可简称挤铸件,其性能接近锻件的,而其性价比远大于锻件的,从而此工艺已部分取代常规铸造工艺与压铸工艺用于工业化生产铝合金、镁合金及其复合材料零件。
镁合金挤压铸造铸型温度为200℃~300℃,充型压力50N/mm2~150N/mm2,铸型涂料为石墨,熔体浇注温度为30℃~140℃。若挤压力高宜加厚模具壁厚,以能承受施加的力。
以不同工艺生产的AZ91件的力学性能见图1,不同铸造方法生产的镁合金零件的品质指标见表1。由所列的性能可见,挤压铸造的镁合金件具有最佳的力学性能,特别是塑性。镁合金挤压零件的表面远比压铸件的优秀,铸造缺陷几乎没有,即使有也比压铸的轻得多。
一些铸造性能较差的镁合金可通过挤压铸造成形,这有着重要的现实意义。此外,镁合金在压力作用下其熔点与合金元素固溶度会有变化,为此,英国高技术金属研发公司(High-Tech Metals R&D Ltd.)研发的HTM1镁合金具有很好的性能,在180℃具有很好的抗蠕变性能与力学性能(图2)。
镁合金挤压铸造技术有许多优点,在以镁代铝、塑、钢方面取得了一定的进展,但取代总量还很少,原因之一是所用颗料原料不易获得,技术被国外垄断,装备也复杂,生产成本高,可用于挤压铸造的镁合金只有AZ91D、AM50A和AM60B。虽然中国是全球最大的原镁生产国,产量已超过820kt/a,但镁合金零件的挤压铸造尚未起步中,亟待加强对此技术材料及设备的研发,推进镁合金工业发展。
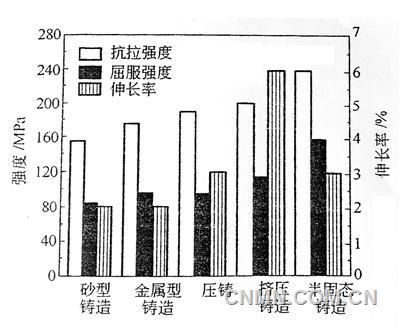
图1 不同工艺生产的AZ91镁合金的力学性能
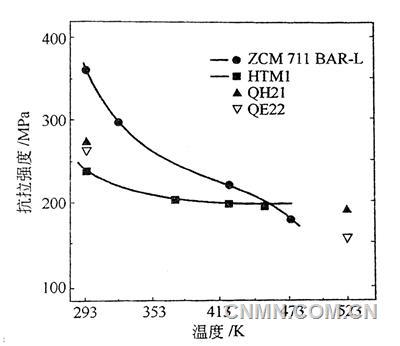
图2 HTM1镁合金与ZCM711、QH21、QE22镁合金力学性能的对比。

表1 不同铸造工艺生产的镁合金工件的性能比较 注:1表示最好,4表示最差。
相关推荐
-
镁合金锻件室温力学性能参考国标GB/T 26637-2011
镁合金锻件以其优异的性能,越来越受大家的关注,其产品也多得到国企军工单位青睐,镁合金锻件得益锻压多面受力,晶粒细小,性能均衡
12-07
2019 -
铸造镁合金室温力学性能参考国标GB/T 1177-2018
以下为参考国标GB/T 1177-2018 由迈格镁业小编整理的铸造镁合金室温力学性能表,相较市面常用的AZ31B等镁铝锌变形镁合金,其强度比不也并不低多少,铸造
12-07
2019 -
M2M镁合金板材室温力学性能
M2M镁合金为含锰镁合金,其国内老牌号为MB1镁合金即1号变形镁合金,成品多为0.8-70mm,多为轧制成型,厚度70mm以上可采用锻造加工,其延伸率较低为4-6%,
12-07
2019 -
镁及镁合金的特性与挤压工艺特点
12-06
2019